Tools Introduction Class
Tools Feature & Advantage Introduction Class
Tools Operation and Application Class
Tools Maintanence and Repair Class
Tools Quality Checking and Certified Class
Tools Torque Introduction
Marketing Service Area
Re-calibrate Industrial Torque Wrench Programmed Instruction
Popularity : 13488| Step one, finished. |  |
| Step two, remove the end plug (End Cap). |  |
| Step three, remove the anti-loosening nut (Flange Nut). |  |
| Step four Remove the locking washer (Locking Washer). |  |
| Step five bolts with a socket wrench to adjust. |  |
| Step six into the correct machine on stage correction. |  |
| Step seven, with a socket wrench to adjust the calibration set into the bolt torque. * Clockwise to increase power; against the clock to reduce power. |
 |
| Step Eight, after correction by the opposite direction to lock the parts into the assembly and. | |
Step nine notes
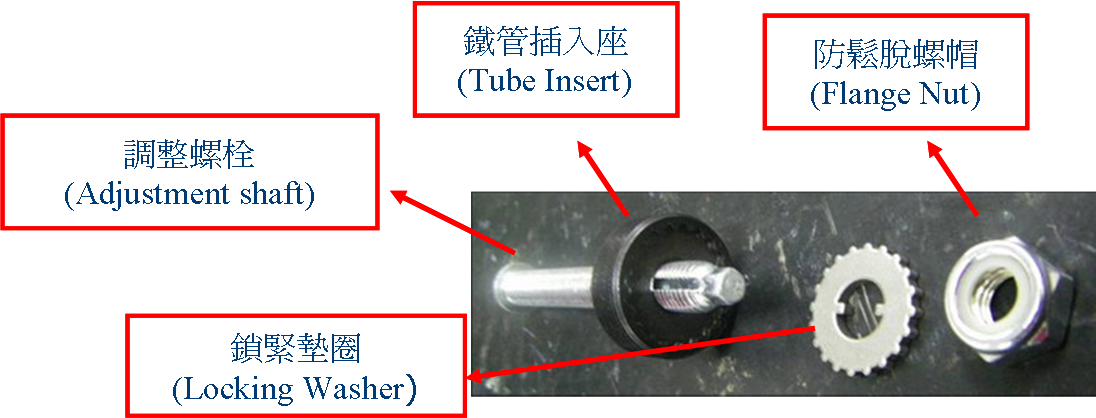
Adjust the torque setting, be sure to end tools (plastic handle that side) up placement, and then [lock washer] From the top into the [iron tube into the seat], and to determine the [lock washer] flower with the outer teeth [iron tube into the seat] in gear to spend After a really fit, and then [captive nut] locked
Noted: If you do not to [lock washer] flower with the outer teeth [iron tube into the seat] is indeed fit within the tooth to spend, put the [captive nut] Locked, again resulting in torque setting of error. If placed [lock washer] can not be found with the [iron tube into the seat] Indeed lamination, rotating back and forth only a modest plastic handle, [lock washer] to fall into the [iron tube into the seat]
- After completing a guide to adjust the lowest point [set point] after correction to take 3 times 4 times the value of subject, if after completing the correction values are within 4%, then into the lock washer on first, then lock the locking off the nut.
- and then adjust the scale to the midpoint of torque tools [set point] after correction to take 3 times 4 times the value of subject, if the value exceeds 4% of the time outside, you need to return to the lowest point [1] and then redo the torque correction fine-tuning.
- If the values are within 4%, then continue to re-adjust the torque tool to scale the highest point [set point] after correction to take 3 times 4 times the value of subject, if the value exceeds 4% of the time outside, you need to return to the lowest point (1) and then redo the torque correction fine-tuning before proceeding to [2] [3].
- Finally, the lowest point, mid-point, the highest point value with 4% Jie, then adjust the complete scale of zero to set the tool.

Torque wrench assembly process
| Step one, the first iron grip on the three-hole pipe lubricant coated steel ball after the three (one 3.5mm and two 2.7mm), 2.7mm ball device, please note that, because it is easy to fall off, to be three fixed steel balls, the spring sleeve and then into the positioning ring, note whether the ball has dropped. |   |
| Step two, and then fixed into the ring to be careful not to play down the pressure up, then take the iron pipe inside the oil with your fingers smooth (Figure 2 to Figure III). |    |
| Step three, then step two and then moves downward the fixed ring grip and then hold the iron pipe iron pipe fitted with a groove into the turn, go to the scale of the ring can be fixed after the release. |   |
| PS: can not handle iron pipe with iron pipe scale zero alignment, the need to handle remove the iron pipe, iron pipe and then into the seat 180 degrees to adjust and then install the grip. |  |
Recommended Products
-KING TONY-34462-GG")
Heavy Duty Adjustable Torque Wrench (Kilogram-force Centimeter & Newton Meter)
34462-GG-KING TONY-34462-CG")
Heavy Duty Adjustable Torque Wrench (English & Newton Meter)
34462-CG-KING TONY-34462-DG")
Heavy Duty Adjustable Torque Wrench (Newton Meter)
34462-DG-KING TONY-34462-EG")
Heavy Duty Adjustable Torque Wrench (English)
34462-EG-KING TONY-34462-FG")