Clase de Introducción a Las Herramientas
Clase de Introducción a Las Características y Ventajas de Las Herramientas
Clase de Operación y Aplicación de Herramientas
Clase de Mantenimiento y Reparación de Herramientas
- Mantenimiento del Almacén de Herramientas 1
- Mantenimiento de Mano y Accesorios 4
- Mantenimiento de Herramientas Neumáticas y Dados de Impacto y Accesorios 5
- Mantenimiento de Los Alicates 0
- Mantenimiento de Herramientas Para Tuberías 0
- Mantenimiento de Herramientas Electrónicas y Eléctricas 0
- Mantenimiento de Las Herramientas del Taller 0
- Mantenimiento del Alumbrado 0
- Mantenimiento de Herramientas de Automoción 1
Clase de Certificadas y Comprobación de La Calidad de Las Herramientas
Introducción del Torque de Herramientas
Área de Servicio de Marketing
Juego de Extractores de Tornillos (rosca fina)
Popularidad : 858Características
Objetivo: Quitar los tornillos dañados.
Principio Básico: La dirección del hilo es levorrotatoria. Enrosque el extractor en el tornillo dañado en dirección levorrotatoria, y el tornillo dañado será extraído por la rotación.
Operación: Perfore un agujero en la parte superior del tornillo dañado inicialmente. Utilice el extractor con una llave de grifo. Atornille el extractor en el orificio en dirección levorrotatoria, luego se puede quitar el tornillo dañado.

Specifications

-
Material: SCM440
-
Tratamiento Térmico
1. HRC40°~42° (M6、M8)
2. HRC42°~46° (M11、M14)
3. HRC45°~50° (M18) -
Tratamiento Superficial: Pulido y óxido negro.
| Tamaño | Capacidad (Imperial) |
Capacidad (Métrica) |
|---|---|---|
| M6 | 1/8"~1/4" | 3.25~6.35 |
| M8 | 1/4"~5/16" | 6.35~7.9 |
| M11 | 5/16"~7/16" | 7.9~11.11 |
| M14 | 7/16"~9/16" | 11.11~14.28 |
| M18 | 9/16"~3/4" | 14.28~19.05 |
Pasos de Funcionamiento
| 1 | 2 | 3 |
|---|---|---|
 |
 |
 |
|
Demostración con un tornillo de 8 mm y un extractor de tornillos M11. |
La situación de tornillo dañado se puede encontrar durante el proceso de atornillado. |
|
| 4 | 5 | 6 |
 |
 |
 |
|
Al principio, utilice un taladro puntual para ubicar la posición del centro. Debido a que la sección transversal es torcida y áspera, el uso de un taladro normal podría terminar con un orificio descentrado. |
Continúe con un taladro normal de menos de 6 mm. Si usa un taladro de más de 6 mm en un tornillo de 8 mm, la pared interna del tornillo dañado podría rasgarse mientras golpea y dañar la rosca original del tornillo dañado. |
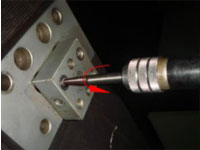
Gire en sentido contrario a las agujas del reloj hasta extraer completamente el tornillo dañado. |
| 7 | ||
 |
||
|
El tornillo dañado se extrae con éxito. |
||
