KT工具操作及应用班
工具品质实务及鉴定班
L型扭力扳手校正步骤
人气 : 6055| 步骤一、成品。 |  |
| 步骤二、拆下尾塞(End Cap)。 |  |
| 步骤三、拆下防松脱螺帽 (Flange Nut)。 |  |
| 步骤四、取下锁紧垫圈(Locking Washer)。 |  |
| 步骤五、用套筒扳手调整螺栓。 |  |
| 步骤六、放入校正机台上校正。 |  |
| 步骤七、用套筒扳手调整套入螺栓来校正扭力。 *顺时钟为提高力;逆时钟为降低力。 |
 |
| 步骤八、校正后再依反方向将各零件装入组装并且锁紧。 | |
执行步骤九的注意事项
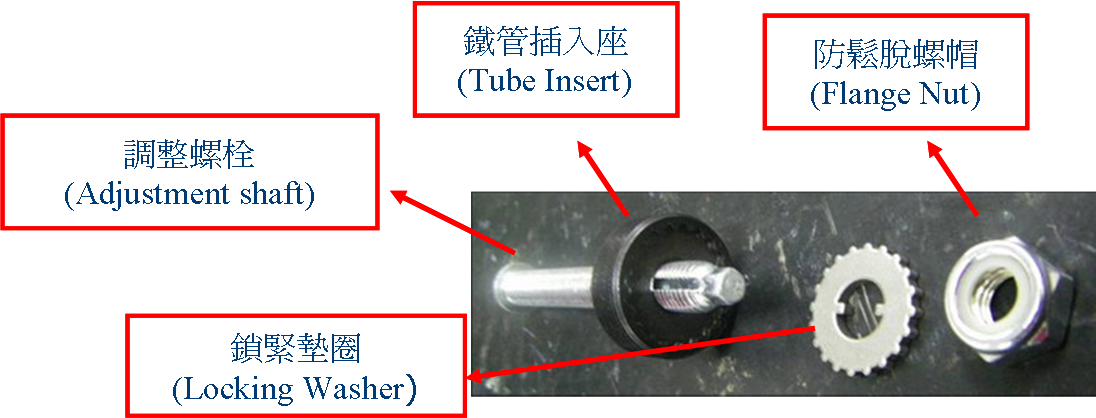
调整好扭力设定后,务必将工具尾部(塑胶握把这端)朝上置放,再将[锁紧垫圈]从上方置入[铁管插入座],并确定[锁紧垫圈]的外齿花与[铁管插入座]内齿花有确实贴合后,再将[防松脱螺帽]锁上
Noted:若未将[锁紧垫圈]的外齿花与[铁管插入座]内齿花确实贴合,就把[防松脱螺帽]锁上,会再次造成扭力设定产生误差。若置放[锁紧垫圈]时发现无法与[铁管插入座]确实贴合时,仅需小幅度来回旋转塑胶握把,[锁紧垫圈]即可落入[铁管插入座]
- 调整完之后先做最低点[set point]校正4次取后3次数值为准,如果校正完之后数值有在4%内的话就先放入锁紧垫圈,再锁上防松脱螺帽。
- 再调整工具扭力刻度至中间点[set point]校正4次取后3次数值为准,若数值超出4%外时,则需返回最低点[1.]再重作扭力校正微调。
- 若数值有在4%内时,则继续再调整工具扭力刻度至最高点[set point]校正4次取后3次数值为准,若数值超出4%外时,则需返回最低点(1.)再重作扭力校正微调,之后再继续进行[2.][3.]。 v
- 最后,最低点、中间点、最高点数值皆有在4%内的话,则调校完成,请将工具刻度归零即可。
.png)
扭力扳手组装程序
| 步骤一、先将握把铁管上的3个孔涂润滑油之后把3粒钢珠(1粒3.5mm及2粒2.7mm),2.7mm钢珠装置时请注意,因其很容易落掉,待三粒钢珠固定好时,再将定位环弹簧套进去,请注意钢珠是否有掉落。 |   |
| 步骤二、然后放入固定环将其向下压注意不要弹上来,然后把握把铁管里面的油用手指抹平(如图二至图三)。 |    |
| 步骤三、然后接着步骤二的动作,固定环持续向下压住然后再将握把铁管装上有槽铁管转进去,转到对到刻度之后放开固定环即可。 |   |
| PS: 握把铁管无法与铁管刻度归零对齐时,需将握把铁管拆下,再将铁管插入座180度调整后再装上握把。 |  |
-KING TONY-34462-GG")
-KING TONY-34462-CG")
-KING TONY-34462-DG")
-KING TONY-34462-EG")
-KING TONY-34462-FG")